BORU HATLARININ İNŞAASI
4A: Taşıma ve Depolama
Yükleme, şantiyeye veya depolama yerine nakliye ve boşaltma ile ilgili tüm gerekli ekipman ve işçilik yüklenici tarafından temin edilecektir.
Şantiyedeki tüm boru/ekleme parçaları nakliye ve depolama esnasında olumsuz hava şartlarına ve kirlenmeye karşı korunacaktır. 30 gün içerisinde döşenmeyen boruların üzerinin güneş ışınlarına karşı sundurma, file vb. ile örtülmesi sağlanacaktır. Boru/ekleme parçalarının açık uçları plastik tapa ile kapatılarak nakledilecek ve depolanacaktır.
Nakliye esnasında boru/ekleme parçası veya ambalajı üzerinde DSİ logosu, orijinal renginde 4 birim yatay 3 birim düşey ölçekli olmak üzere en az çapın %70’i yüksekliğinde yapıştırma olarak boru/ekleme parçasının her iki tarafına yerleştirilecektir.
Boru/ekleme parçaları, depolama koşulları iyi olsa bile üretim tarihinden itibaren 1 (bir) yıl içerisinde döşenecektir. Bu süreyi aşan malzemeler bedeli yükleniciye ait olmak üzere derhal şantiye sahasından uzaklaştırılacaktır.
Boru/ekleme parçalarının nakliye, yükleme ve boşaltma esnasında herhangi bir tahribata uğramasını önlemek için gereken önlemler alınacak, yuvarlanmaya, kaymaya, eğilmeye ve titreşime karşı borular emniyete alınacaktır. Bu konudaki tüm sorumluluk yükleniciye ait olacaktır.
Boru/ekleme parçaları hasarların olabildiğince önleneceği şekilde indirilip kaldırılacaktır. Yüklemesinde veya boşaltılmasında sadece ip veya lastik halatlar kullanılacaktır. Zincir veya çelik halat kullanılmayacaktır. Gözle görülür kusur ve hasarlar olması halinde boru/ekleme parçaları, bedeli yükleniciye ait olmak üzere derhal şantiye sahasından uzaklaştırılacaktır.
Boru/ekleme parçaları arazide döşenmesi esnasında sürükleyerek taşınmayacak, hendek kenarında kaynak işlemleri uygulanırken ve sonrasında hendek içine yerleştirilirken zeminle temas ederek çizilme vb. oluşacak şekilde sürüklenerek çekilmeyecek, bu işlemler için uygun taşıma ve çekme araçları kullanılacaktır.
Boru/ekleme parçalarının yere atılması, kaldırma bantlarının aniden çekilmesi, bırakılması veya boruların hızlı bir şekilde yere veya başka şeyler üzerine bırakılması vb. çarpma şeklindeki tesirlere karşı boru/ekleme parçaları kesinlikle korunacaktır.
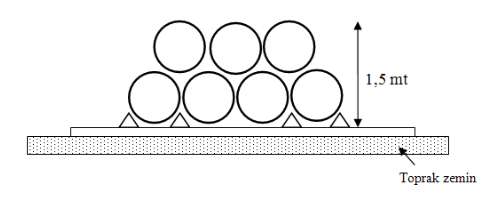
Bütün boru/ekleme parçaları içlerine toprak, çamur, pis su vb. kirletici unsurların girmesini önleyecek şekilde depolanacaktır. Tapalar kaynak işlemi yapılıncaya kadar çıkarılmayacaktır. Yığılan borularda mesnetleme ve yığın yüksekliği 1,5 metreyi geçmeyecektir. Borular, 1,5 metreye kadar üst üste taşınabilir ve istiflenebilir (Şekil 1).
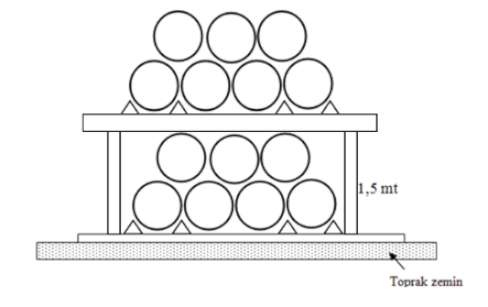
İstiflemenin 1,5 metreyi geçmesi istenirse, ranza sistemi oluşturularak 1,5 metrenin üzerindeki boruların yerden mesnet alması sağlanacaktır (Şekil 2). Boru/ekleme parçalarının zarara uğraması veya kalıcı deformasyon almaları engellenecektir. Boru yığını, boruların yuvarlanmasını önleyecek şekilde tutturulacak, noktasal temaslar kesinlikle önlenecektir.
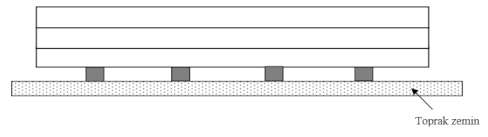
Borular gelişigüzel yığılmayacak, boruların birbiri ile teması üniform ve boydan boya olacaktır. Borular, toprak üzerine dizilmeyecek, 12 m’lik boru boyu için 4 adet 10 cm x 10 cm kalaslar konulmak suretiyle borular kalasların üzerine istiflenecektir (Şekil 3).
Şekil 1: Boruların istiflenmesi
Şekil 2: Boruların istif yüksekliğinin 1,5 metreyi geçmesi durumu
Şekil 3: Kalas üzerine istifleme
Borular depolama sahasından alındığında, kalan boruların kayması önlenecektir. Depolama sahası boşaltıldığında yüklenici, sahayı ve tüm giriş çıkış yollarını temizleyecek ve eski durumlarına getirecektir.
Borular yuvarlanmaya karşı korunacaktır.
Borular fabrika sahasında veya şantiyede en az iki anma çapı fark olacak şekilde iç içe geçirilerek nakledilebilecek, ancak iç içe depolanmayacaktır.
4B: Boruların Birleştirilmesi
Kaynak işlemi deneyimli ve nitelikli bir kaynakçı tarafından yapılacaktır.
Alın kaynağı işlemini yapacak personel, 315 mm ve daha küçük çaplar için TS EN 13067 Standardı Tablo 1’e göre Grup 3.4, 315 mm’den büyük çaplar için Grup 3.5 kaynakçı yeterlilik belgesine ve en az üç yıllık deneyime sahip olacaktır.
Elektrofüzyon kaynağı işlemini yapacak personel, 315 mm ve daha küçük çaplar için TS EN 13067 Standardı Tablo 1’e göre Grup 3.6, 315 mm’den büyük çaplar için Grup 3.7 kaynakçı yeterlilik belgesine ve en az üç yıllık deneyime sahip olacaktır.
Kaynak kontrolü yapacak kalite kontrol personeli, TS EN 13067 Standardı Tablo 1’e göre Grup 3.4, 3.5, 3.6 ve 3.7 belgelerine sahip olacaktır. Kaynak yapan personel Kaynak Kalite Kontrolünü yapmayacaktır.
Üretici, ISO 21307/DVS 2207-1 Standardına göre alın kaynağı, DVS 2207-1 Standardına göre elektrofüzyon kaynağı için bir Kaynak Uygulama Talimatı hazırlayacaktır.
Yüklenici kaynak işlemini ve kontrolünü bu talimata göre yapacaktır.
Kaynak Uygulama Talimatı; asgari kaynak makinasının ilgili standarda ve teknik şartnameye uygunluğu için gerekli kriterleri, kaynak makinasının ara doğrulama planlarını ve kalite kayıtlarını, kaynak yapılacak boruların taşınması ve kaynak yapılacak duruma getirilmesine ilişkin esasları, kaynakçının yeterlilik kriterlerini ve kontrolünü, kaynak yüzeylerinin hazırlanması ve temizlenmesi için yapılacak işlemleri, yüzey kalitesinin ölçüm yöntemi ve kriterlerini, kaynak işleminde kullanılan ekipmanların kalibrasyon planını, kaynak işleminin nasıl yapılacağını, kaynak muayene ve test planlarını, kaynak işleminde tutulacak kayıtlar için formları ve kaynak kalite kontrol planlarını içerecektir.
Kaynak Uygulama Talimatı anlamayı ve uygulamayı kolaylaştırmak için görsel fotoğraf veya çizimler içerecektir.
Yüklenici projedeki kaynak işleminin gereksinimlerini karşıladığını göstermek için;
1. Kaynak Uygulama Talimatını,
2. Kaynak makinalarının şartnamede istenilen özellikte olduğuna ilişkin belgeleri,
3. Kaynak makinalarının kapasitesinin projede kullanılan anma çaplarındaki boruları birleştirmek için yeterli olduğuna ilişkin belgeleri,
4. Kaynak makinalarının sıcaklık, kuvvet (kN) ve zaman kalibrasyon sertifikasını,
5. Kaynak yapacak personele ait TS EN ISO/IEC 17024 Standardına göre akredite edilmiş kuruluşlardan TS EN 13067 standardına göre alınmış kaynakçı yeterlilik belgesini ve çalıştığı yerlerden alınmış tecrübesini tevsik edici belgeleri,
6. Kaynak kalite kontrolünü yapacak personel için TS EN ISO/IEC 17024 Standardına göre akredite edilmiş kuruluşlardan alınmış TS EN 13100-1 ve TS EN 13100-3 Standartlarına göre tahribatsız ve ultrasonik muayene yeterlilik belgesini, imalata başlamadan önce yapı denetim mühendisine sunacaktır, bu belgeleri yeterli olmayanlar reddedilecektir.
Yüklenici, kaynak işlemi sırasında kaynak yüzeyinin sıcaklığını temassız ölçmek için kalibrasyonlu termometre ve diğer yardımcı ekipmanları temin edecektir.
Alın kaynağı makinası aşağıdaki özelliklere sahip olacaktır;
1. TS ISO 12176-1 veya DVS 2208 Standartlarına uygunluk belgesi ve kalibrasyon sertifikasına sahip olacaktır.
2. CNC kontrollü olacak, CNC kontrol sistemi kaynak parametrelerinin otomatik hesaplanması, düzenlenmesi ve kontrolünü yapabilme özelliğine sahip olacaktır.
3. Kuvvet (kN), sıcaklık ve zaman parametreleri, değiştirilemez özellikte olacaktır. Farklı boru/ekleme parçası için sadece kaynak makinası üreticisi tarafından yeni barkodlara karşılık parametreler eklenebilecektir.
4. Kaynak işlemi; kuvvet (kN), sıcaklık ve zaman değerlerine bağlı olarak anlık grafiksel olarak ekrandan izlenebilecek, uzaktan izleme için gerekli özelliklere sahip olacaktır.
5. Kontrol ünitesi, ölçülen değerlerin ayarlanabilen başlangıç değerlerinden sapması durumunda uyarı verecektir.
6. Kaynak esnasında kullanılan birim sistemleri ISO 21307 standardında belirtilen birim sistemlerine uygun olacak, ayrıca birimleri çevirmek için başka bir tablo kullanılmayacaktır.
7. Ortam sıcaklığına göre soğuma süresi otomatik olarak değiştirilebilir olacaktır.