



HDPE boruları birbirine kaynatırken kullanılan ara parçanın adına Ef Manşon yani ( Elektrofüzyon Manşon ) denmektedir. Diğer Spigot manşonlardan farklı olarak kaynaklama işlemi bir Eleftrofüzyon Kaynak Makinesi ile yapılmaktadır. Ayrıca bir diğer önemli farklılığı da kaynaklama işlemini sahada yapabilmenizdir. Çünkü manşon içindeki tel sargılar ısıtılarak boruya ek parçanın kaynatılması sağlanmaktadır. Bu sayede alın kaynağı gibi işlemlere gereklilik olmamaktadır. Bunun dışında kaynaklama sonrasında sızdırmazlığı daha iyi sağladığı için de tercih edilmektedir. Özellikle su ve gaz hatlarına çekilen boruların birleştirilmesini bu parça ile yapmaktayız.

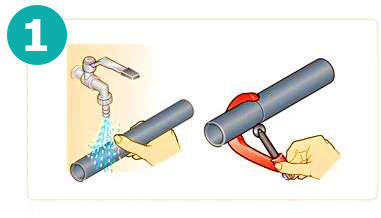
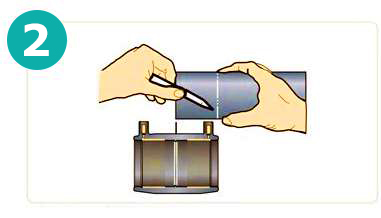
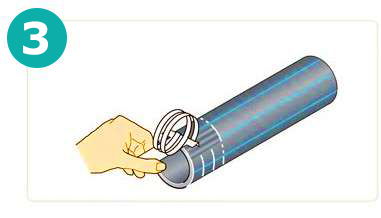
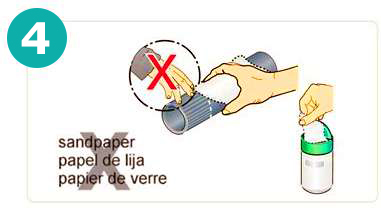
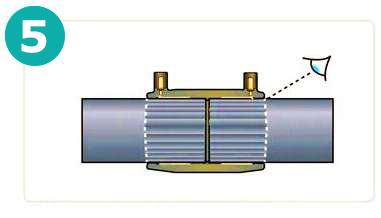
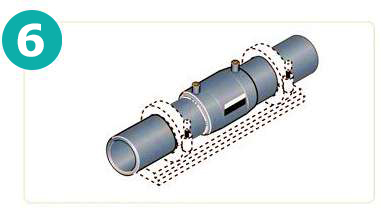
Elektrofüzyon Manşon nasıl kaynatılır

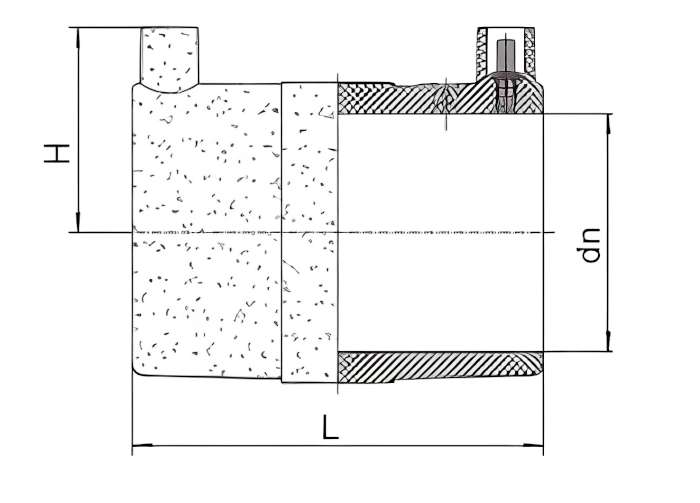
Ef manşon kullanım alanları











Resimlerde gördüğünüz saha uygulamalarında Ef manşon kaynatırken SDR yani standart boyut oranı değerlerinin boru ve manşon için aynı olduğuna bakarız. Bu bize borunun ve manşonun aynı kalınlıkta yani aynı basınca dayanımlı olduğunu gösteren bir değerdir. Kalınlık, basınçlı su geçen borularda kritik önemdedir. O nedenle bunu mutlaka bilmelisiniz.
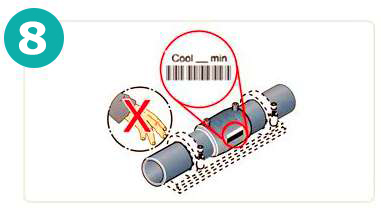
Bununla beraber elektrofüzyon manşon üzerinde verdiğimiz barkotlar doğru kaynama derecesini girmeniz için bu işi otomatikleştirir. Barkotlu kaynak makinesi de sonucu sizin için kolaylaştırır, ondan dolayı da barkodlusunu kullanmanızı öneriyoruz.
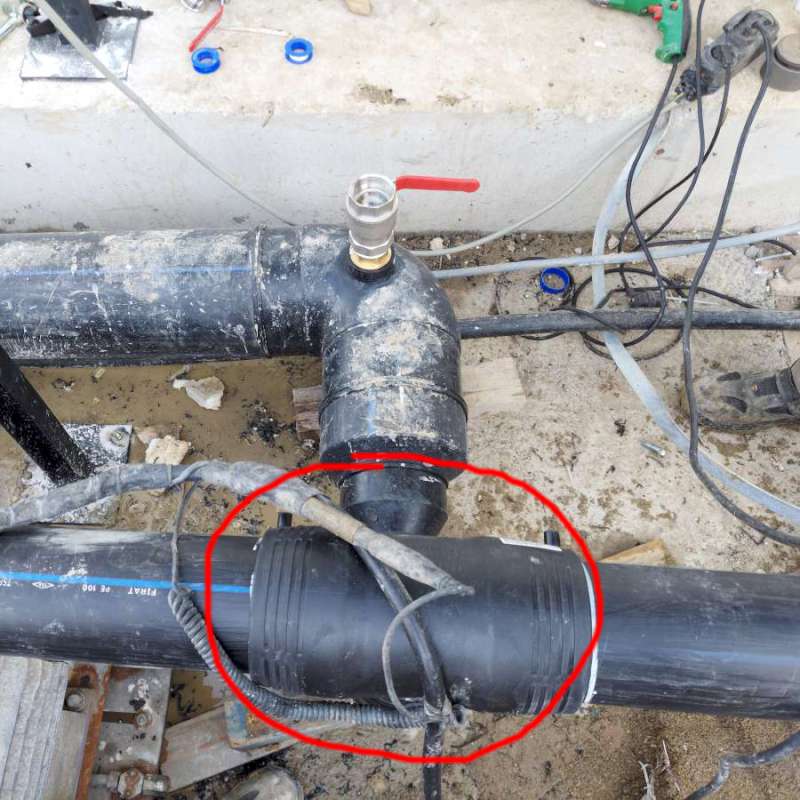
Resimlerdeki saha çalışmalarını görüyorsunuz. Kırmızı renk ile çembere alınan ek parçalar Elektrofüzyon Manşon dur. Bazı çalışmalarda kalan borunun hatta dahil olması için kaynağı yapılır. Diğerler çalışmalarda ise boru hattını uzatmak için kaynatılır. Bazı durumlarda ise Redüksiyon gibi çap düşürücülerin EF malzeme bulunmamasında EF modele dönüştürülmesi için kullanılır. Ef manşonlar HDPE borulama sistemlerinin en gerekli ek parçalarıdır diyebiliriz.