

HDPE – 100 borular ile ilgili teknik bilgiler
PE 100 Boruların Döşeme Yöntemleri:
PE boruların döşeme kuralları DIN 19630, DIN 4033, DIN 18300 ve EN 1610 standartlarında belirtilmiştir. Borular kanal dışında kaynatıldıktan sonra kanal içerisine indirilebilir. Burada kanal kazısının dar tutulması önemlidir.
- Borular hiçbir suretle ezilmemelidir.
- Nakliye veya stoklama sırasında hasara uğramış olan (sivri uçlu araçlar veya taş benzeri materyallerle zedelenmiş) boruların kullanımından kesinlikle kaçınılmalıdır.
- Kanal içerisinde yeraltı suyu veya yağmur suyu birikintisi kesinlikle olmamalıdır. (Kanalda su birikintisi varsa, pompa yardımı ile su boşaltılmalıdır.)
- Yapışık olmayan kum, çakıl, karışık taneli karma kum ve çakıl, kanal dolgu malzemesi olarak kullanıma uygundur. (DIN 19630 standardı.)
- Kanal derinliği asgari olarak 70-80 cm olmalıdır.
- Kazı toprağı dolguya elverişli ise, yataklamaya gerek kalmadan boru doğrudan kanal tabanına yatırılabilir. Kazı toprağgı dolguya elverişli değil ise (taşlı, sulu vs) kanal derinliği arttırılmalı ve kuru dolgu malzemesi ile (÷r: kum) yataklama yapılmalıdır.
Yapılacak yataklama kalınlığı minimum Al = 100 mm + 1/10 DN olmalıdır. Yataklama malzemesi üzerinden hafif çalışan bir kompaktör yardımı ile % 95 mukavemet sağlanıncaya kadar sıkıştırılmalıdır. - Boru yan dolguları A2, 30 cm kalınlıkta dökülerek hafif kompaktör ile yine % 92 – 95 oranında sıkıştırılmalıdır. Bu işlem her 30 cm’de bir boru üzerini 30 cm geçene kadar devam ettirilmelidir.
- Boru üzerini A3 = 30 cm geçtikten sonra dolgu işlemi orta güçte kompaktör ile sıkıştırılmak sureti ile tamamlanmalıdır.
PE 100 Boruların depolama ve ambalajlama yöntemleri 020 – 0 125 mm arası PE borular kangal halinde ambalajlanır. 0 140 mm’nin üzerindeki borular ise 12 m. boyunda üretilir. Kangal miktarında isteğe uygun olarak 100 m’nin üzerinde ambalajlama yapılabilir.
- Borular üzerinde geriye dönük izlenebilirliğin sağlanması açısından aşağıdaki bilgiler 1 m aralıklar ile yazılmaktadır.
- Üretici Adı, Standart Numarası, Standart Logosu, Boru Hammaddesi, Boru çapı, Boru Et Kalınlığı, SDR Grubu, çalışma Basıncı, MFI Grubu, Makine No, ve üretim Tarihi.
- Taşıma aracı kasasında borulara zarar verebilecek çivi, sert cisimler, taş vb. bulunmamalıdır.
- Borular aracın içine dağınık bir şekilde konulmamalıdır, indirme ve bindirmelerde borular kesinlikle atılmamalıdır.
- Stok sahasının zemini de borulara zarar verebilecek malzemelerden temizlenmiş olmalıdır.
- Kangal halindeki boruların istiflenmesinde üst üste konulacak kangalların yüksekliği 1.5 m’yi geçmemelidir.
HDPE Boru Şartnamesi:
hdpe-boru-sartnameHDPE BORU ve ÖZEL PARÇALARININ ÖZELLİKLERİ
- HDPE boru ve özel parçaları PE100 olacak, yavaş ve hızlı çatlak ilerlemelerine karşı direnci yüksek olacaktır.
- Boru özel parçaları, asgari şartlarda boruların fiziksel, kimyasal ve mekanik özelliklerine sahip olacaktır.
- Üretici, imalatını yaptığı boruların/özel parçaların tüm ölçülerini ve teknik resimlerini verecektir.
- Borular en az 12 metre uzunluğunda olacak, Ø125 ve daha büyük çaplarda kangal halinde boru kullanılmayacaktır.
Fiziksel Özellikler


HDPE borular ve özel parçaları; dış darbelere ve koç darbesine dayanıklı, iç ve dış yüzeyi pürüzsüz ve düzgün, esnek, çatlama ve darbe direnci yüksek, toprak altında asgari 50 yıl ömürlü olacaktır.
Boru ve özel parçalar, herhangi bir büyüteç kullanılmadan çıplak gözle muayene edildiğinde; iç ve dış yüzeyleri düzgün olacak ve herhangi bir çukur, çatlak, boşluk, derin çizik, iz veya borunun bu standarda uygunluğuna engel oluşturacak benzeri diğer yüzey kusurları bulunmayacaktır. Boru uçları, boru eksenine dik olarak ve düzgün kesilecektir.
Boru ve özel parçaların rengi siyah olacak ve gözle kontrol edildiğinde gövdenin her yerinde renk ve görünüm homojen olacaktır. Boruların üzerinde mavi çizgiler bulunacaktır. Çizgiler üretim aşamasında yapılacaktır. Sonradan yapılan boyama veya işaretlemeler kabul edilmeyecektir.
Boruların ortalama dış çapları, ovallik, et kalınlığı ve diğer özellikleri TS EN 12201-2 standardına uygun olacaktır. Çap ve ovallik, HDPE boru boyunca aynı olacaktır.
Boru özel parçalarının ölçü ve toleransları TS EN 12201-3 standardına uygun olacaktır.






Kimyasal Özellikler
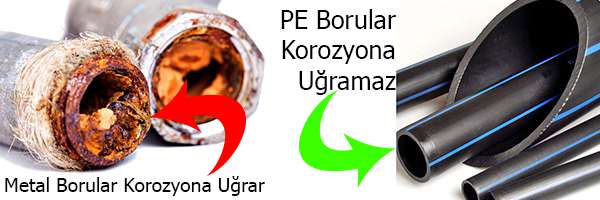
HDPE boru ve özel parçaları; UV dayanımı yüksek, açık havada depolandığında standart özelliklerini koruyan, toprak alkali metallere karşı yüksek dirençli, kimyasal direnci yüksek, toprak altında nemden etkilenmeyecek, korozyona ve basınca karşı dirençli, hijyenik ve toksikolojik bakımdan Sağlık Bakanlığı Gıda Maddeleri Tüzüğü’ne uygun olacaktır.
Hammadde
Boru ve özel parçaların imalatında kullanılacak hammadde orijinal siyah renkli ekstrüzyona, enjeksiyon ekleme parçası için enjeksiyona hazır granül şekilde olacak, sonradan karbon siyahı ilavesi yapılmayacaktır. Üretimde hurda malzeme kullanılmayacaktır. Hammadde antioksidanlar, UV stabilizatörü dışında katkı ihtiva etmeyecektir.
 Karbon siyahı içeriği kütlece %2 – 2,5 arasında, karbon siyahı dağılım derecesinin aritmetik ortalaması en fazla 3,0, kül miktarı kütlece en fazla % 0,1 olacaktır.
Karbon siyahı içeriği kütlece %2 – 2,5 arasında, karbon siyahı dağılım derecesinin aritmetik ortalaması en fazla 3,0, kül miktarı kütlece en fazla % 0,1 olacaktır.
Eriyik Akış Hızı, MFR değeri 190 oC’de 5 kg kütle altında 0,20 ~ 0,35 gr/10 dk, MFR testleri hammadde ve boru için ayrı ayrı yapılacak ve iki sonuç arasındaki fark hammaddeye göre en fazla ± %10 olacaktır.
Oksidasyon indüksiyon süresi (OIT) 200 oC’de en az 20 dakika olacaktır.
Kopma uzaması en az %500 olacaktır.
Hammaddenin yoğunluğu en az 950 kg/m3, TS EN ISO 12162’a göre 20 oC’de 50 yılsonunda MRS değeri en az 10 MPa olacaktır.
Üretici kullanacağı hammaddenin kaynağını ve tüm özelliklerini belirten bilgi ve belgeleri kayıt altında tutacak talep edilmesi halinde İdareye sunacaktır.
Boru ve özel parça üreticisi hammadde üretmeyecektir.
Hammadde, PE 100 Plus Association üyesi olan firmalardan alınacak, en az iki reaktörden geçmiş ve ISO 9080 analiz sertifikasına sahip olacaktır. Sertifika üzerinde yoğunluk, eriyik akış hızı (MFR), karbon siyahı miktarı ve oksidasyon indüksiyon süresi (OIT) değerleri belirtilecektir. Uluslararası kabul gören akreditasyon kurumu tarafından EN ISO/IEC 17025’e göre akredite olmuş deney laboratuvarlarının birinden test raporuna sahip olacaktır. Bu belgeler muayene heyetlerince oluşturulacak tutanakların ekinde yer alacaktır.
İdare, her aşamada üretimi kontrol edebileceği gibi gerekli gördüğünde hammadde üzerinde numune deneylerini yeniden yaptırabilecektir.
Anma Basınçları
Borunun Anma Basıncı, üretici tarafından 20° C’de elli yıllık kullanım ömrü baz alınarak hesaplanan maksimum işletme basıncı seviyesidir.
HDPE boru ve özel parçası anma basıncı Ø250’den küçük çaplarda en az 8 bar, Ø250 ve daha büyük çaplarda en az 6 bar olacaktır.
HDPE borular aşağıdaki anma basınçlarında sınıflandırılacaktır:
PN (bar); 6, 8, 10, 12,5, 16, 20, 25
TS EN 12201-2’ye göre MRS Sınıfı verilmiş malzemenin 20° C’de PN, S ve SDR değerleri arasındaki bağlantılar
Çizelge-1 : HDPE Boru Çeşitleri
SDR (Standart Boyut Oranı): 26 / 21 / 17 / 13,6 / 11 / 9 / 7,4
S (Boru Serisi): 12,5 / 10 / 8 / 6,3 / 5 / 4 / 3,2
PE 100 (PN, bar): 6 / 8 / 10 / 12,5 / 16 / 20 / 25









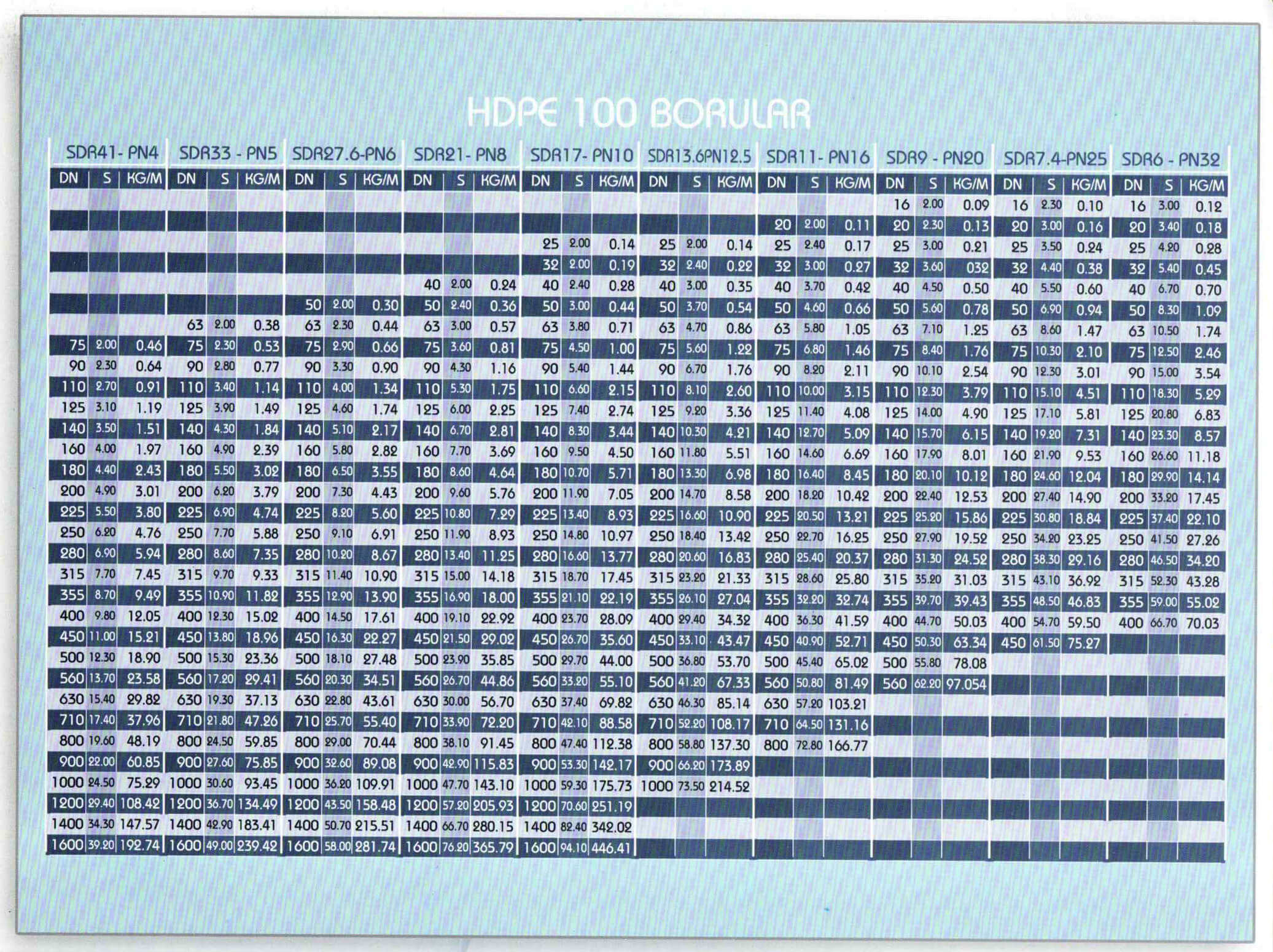
HDPE 100 Borular

16mm ile 1600 mm çap aralığında, PN4 (4 atm) – PN32 (32 atm) basınç sınıflarında, 125 mm’ e kadar olanlar isteğe bağlı olarak
- Kangal yada
- Boy olarak,
125mm’ den daha büyük çapa sahip olanlar ise
- 6 ve 12 m’lik Boylar halinde üretilmektedir.
HDPE 100 Boruların Ağırlık Tablosu
— Ağırlık birim fiyatı: 2.6$ —
* Piyasa koşullarına göre fiyat teklifi isteyiniz. *
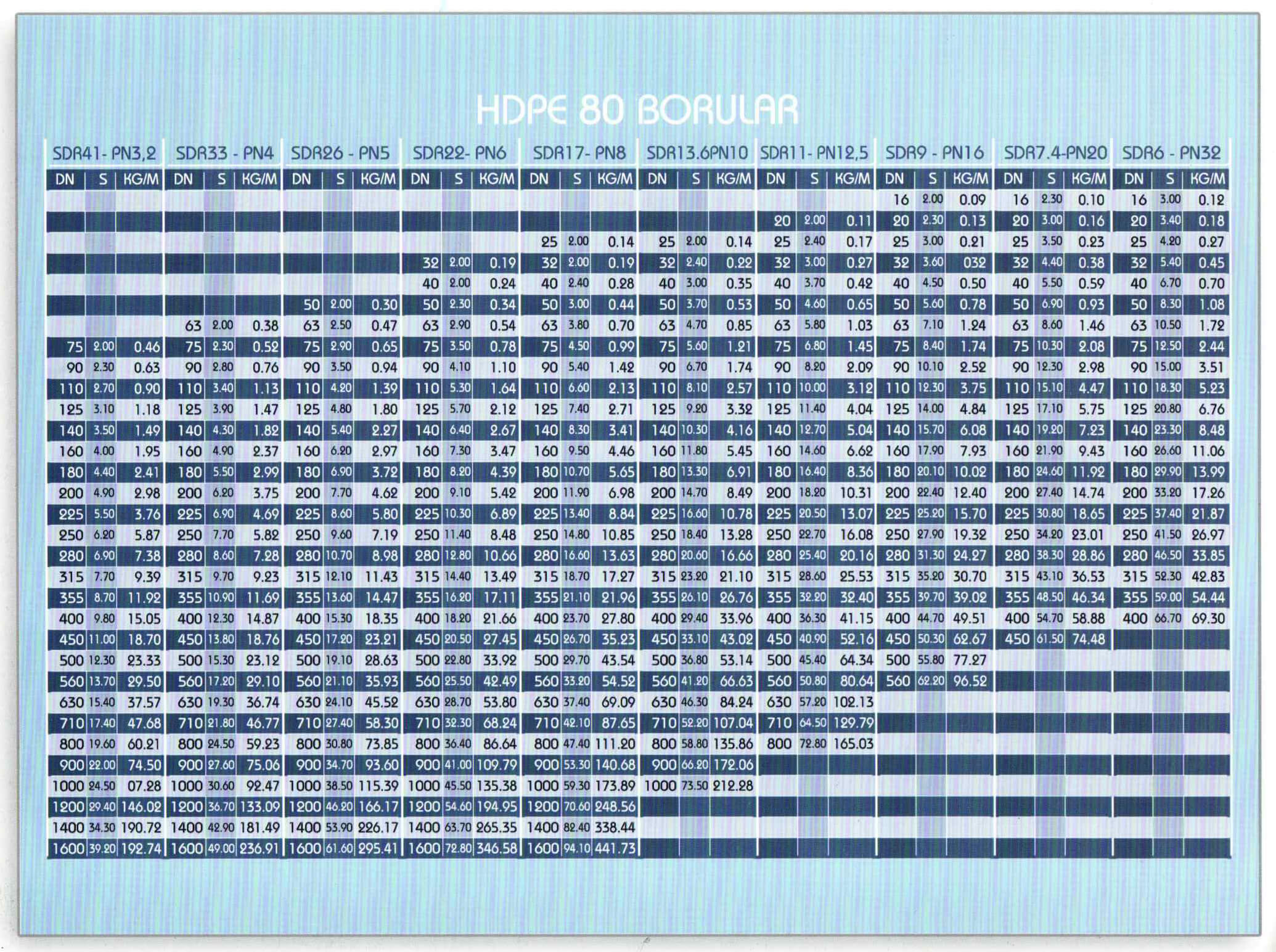
HDPE 80 Borular

16mm ile 1600 mm çap aralığında, PN3.2 (3.2 atm) – PN25 (25 atm) basınç sınıflarında, 125 mm’ e kadar olanlar isteğe bağlı olarak
- kangal yada
- boy olarak,
125mm’ den daha büyük çapa sahip olanlar ise
- 6 ve 12 m’lik boylar halinde üretilmektedir.
HDPE 80 Boruların Ağırlık Tablosu
— Ağırlık birim fiyatı: 2.6$ —
* Piyasa koşullarına göre fiyat teklifi isteyiniz. *
HDPE 100 Perfore Borular

110mm ile 500mm çap aralığında,
PN4 (4 atm) – PN32 (32 atm) basınç sınıfındaki boruların et kalınlığına bağlı olarak,
Yarıklı ve Delikli tip olmak üzere 2 farklı şekilde üretilir.
HDPE 100 Yağmur Suyu ve Atık Suyu Koruge Boruları

100 mm ile 2000 mm çap aralığında 16 kN/m2 ile 64 kN m2 yüke dayanıklı olarak üretilirler.
Koruge boru kullanım yerleri:
- Kanalizasyon Sistemleri
- Yağmursuyu Drenaj hatları
- Cazibeli su taşıma sistemleri
- Endüstriyel atık su sistemleri
Alternatifi olan beton ve PVC malzemelere nazaran daha ekonomik, esnek ve uzun ömürlü borulardır.

HDPE-100 Boruların Kimyasal Maddelere Dayanıklık Tablosu
| HDPE-100 Boruların Kimyasal Maddelere Dayanıklık Tablosu | |||||||
 | |||||||
| Kimyasal Adı | % Konst. | T(C°) | LDPE | HDPE | PP | PVC-U | |
| Adipik Asit | doy. çöz. %1.4 | 20 | D | D | D | D | |
| 60 | D | D | D | SD | |||
| Allil Alkol | ts-s | 20 | SD | D | D | SD | |
| 60 | DZ | D | D | DZ | |||
| Alüminyum Hidroksit | süsp. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Amonyak, kuru gaz | ts-g | 20 | D | D | D | D | |
| 60 | D | D | D | ||||
| Amonyak, sulu | doy. çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Amonyak, Sıvı | ts-g | 20 | SD | D | D | SD | |
| 60 | SD | D | DZ | ||||
| Amonyak, Klorür | doy. çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Amonyak, Sülfat | doy. çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Anilin | doy. çöz. | 20 | DZ | DZ | |||
| 60 | DZ | DZ | |||||
| Asitik Asit | 50 | 20 | D | D | D | D | |
| 60 | D | SD | |||||
| Asitik Asit, donar | >96 | 20 | SD | D | D | DZ | |
| 60 | DZ | SD | SD | DZ | |||
| Aseton | ts-s | 20 | SD | SD | D | DZ | |
| 60 | DZ | SD | D | DZ | |||
| Bakır, (II) Sülfat | doy.çöz. | 20 | D | D | D | D | |
| 60 | DZ | D | D | D | |||
| Benzen | ts-s | 20 | DZ | SD | SD | DZ | |
| 60 | SD | SD | DZ | DZ | |||
| Benzin (Yakıt) | çal.çöz. | 20 | DZ | D | DZ | D | |
| 60 | DZ | SD | DZ | D | |||
| Bira | çal.çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Bitkisel Yağlar | ts-s | 20 | D | ||||
| 60 | SD | ||||||
| Butan, gaz | ts-g | 20 | D | D | D | ||
| 60 | D | D | |||||
| Civa | ts-s | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Demir (II) ve (III) Klorür | doy. çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Etanol | 40 | 20 | D | D | |||
| 60 | SD | SD | |||||
| Etilen Klikol | ts-s | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Fenol | çöz. | 20 | SD | D | |||
| 60 | DZ | D | |||||
| Formaldehit | 30-40 | 20 | D | D | D | D | |
| 60 | D | D | D | ||||
| Gliserin | ts-s | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Hava | ts-g | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Hidrojen | ts-g | 20 | D | D | D | D | |
| 60 | D | D | D | ||||
| Hidrojen Peroksit | 30 | 20 | D | D | D | D | |
| 60 | SD | D | SD | D | |||
| Hidrolik Asid | 30 | 20 | D | D | D | D | |
| 60 | D | D | SD | ||||
| Hidrolik Asid | derişik | 20 | D | D | D | D | |
| 60 | D | D | |||||
| İdrar | 20 | D | D | D | D | ||
| 60 | D | D | D | SD | |||
| İyot (alkolde) | çal.çöz. | 20 | DZ | DZ | D | DZ | |
| 60 | DZ | DZ | DZ | ||||
| Kalsiyum Karbonat | süsp. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Kalsiyum Klorür | doy.çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Karbon Dioksit, nemil gaz | ts-g | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Karbon Monoksit, gaz | ts-g | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Karbon Ttekrarlorür | ts-s | 20 | DZ | SD | DZ | DZ | |
| 60 | DZ | DZ | DZ | DZ | |||
| Klor (kuru gaz) | ts-g | 20 | DZ | SD | DZ | SD | |
| 60 | DZ | DZ | DZ | DZ | |||
| Klorlu Su | doy.çöz. | 20 | DZ | SD | D | ||
| 60 | DZ | DZ | SD | ||||
| Kloroform | ts-s | 20 | DZ | DZ | SD | DZ | |
| 60 | DZ | DZ | DZ | DZ | |||
| Kurşun Asetat | doy.çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Kükürt Dioksit, kuru gaz | süsp. | 20 | D | D | D | D | |
| 60 | D | D | D | ||||
| Metil Alkol | ts-s | 20 | D | D | D | D | |
| 60 | SD | D | SD | ||||
| Nitrik Asit | 10 | 20 | D | D | D | D | |
| 60 | D | D | DZ | ||||
| Nitrik Asit | 25 | 20 | D | D | D | D | |
| 60 | D | D | DZ | ||||
| Nitrik Asit | >50 | 20 | DZ | DZ | D | DZ | |
| 60 | DZ | DZ | DZ | DZ | |||
| Nitrik Asit, dumanlı | 20 | DZ | DZ | DZ | DZ | ||
| 60 | DZ | DZ | DZ | DZ | |||
| Oksijen, gaz | ts-g | 20 | D | D | D | D | |
| 60 | SD | D | |||||
| Petrol | 80/20 | 20 | DZ | ||||
| 60 | DZ | ||||||
| Potasyum Hidroksit | çöz. | 20 | D | D | D | ||
| 60 | D | D | D | ||||
| Potasyum Hidroksit | 50’ye kadar | 20 | D | D | |||
| 60 | D | D | |||||
| Propan, gaz | ts-g | 20 | D | ||||
| 60 | |||||||
| Sabun | çöz. | 20 | D | ||||
| 60 | SD | ||||||
| Siklohekzanol | ts-k | 20 | D | D | DZ | ||
| 60 | D | SD | DZ | ||||
| Sodyum Bikarbonat | doy.çöz. | 20 | D | D | D | DZ | |
| 60 | D | D | D | DZ | |||
| Sirke | çal.çöz. | 20 | D | D | D | SD | |
| 60 | D | D | D | DZ | |||
| Sodyum Hidroksit | çöz. | 20 | D | D | D | ||
| 60 | D | D | D | ||||
| Sodyum Hidroksit | 40 | 20 | D | D | D | DZ | |
| 60 | D | D | DZ | ||||
| Sodyum Karbonat | doy.çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Sodyum Karbonat | 50’ye kadar | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Sodyum Klorür | doy.çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | SD | |||
| Sodyum Sülfat | doy.çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | ||||
| Su, Damıtık, Deniz | 20 | D | D | D | D | ||
| 60 | D | D | D | ||||
| SU, kullanma, mineral (maden) | çal.çöz. | 20 | D | D | D | DZ | |
| 60 | D | D | D | DZ | |||
| Sülfirik Asit | 10-30 | 20 | D | D | D | DZ | |
| 60 | D | D | D | DZ | |||
| Sülfirik Asit | 50 | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Sülfirik Asit | 98 | 20 | SD | D | SD | DZ | |
| 60 | DZ | DZ | DZ | DZ | |||
| Sülfirik Asit | dumanlı | 20 | DZ | DZ | SD | D | |
| 60 | DZ | DZ | DZ | D | |||
| Süt | çal.çöz. | 20 | D | D | D | D | |
| 60 | D | D | D | D | |||
| Şarap | çal.çöz. | 20 | D | D | D | ||
| 60 | D | D | D | ||||
| Tolujen | ts-s | 20 | DZ | SD | SD | D | |
| 60 | DZ | DZ | DZ | SD | |||
| Trikloroetilen | çöz. | 20 | DZ | DZ | DZ | DZ | |
| 60 | DZ | DZ | DZ | DZ | |||
| Üre | ts-s | 20 | D | D | |||
| 60 | D | D | |||||
| Yağlar (bitkisel ve hayvansal) | ts-s | 20 | SD | D | D | ||
| 60 | DZ | SD | D | ||||
| PE LD | : | Düşük Yoğunluklu PE | D:Dayanıklı………. İç uygulanmadığı ve dışarıdan herhangi bir mekanik etkinin olmadığı durumlarda ve belirtilen sıcaklık ve konsantrasyonlardaki kimyasal maddelerle kullanıldığında, özelliklerinde olumsuz yönde bir değişiklik meydana gelmez. |
| PE HD | : | Yüksek Yoğunluklu PE | |
| PVC – U | : | Plastikleştirici Madde Katılmamış PVC Boru | |
| ts | : | Teknik saflıkta, en az | SD: Sınırda Dayanıklı……… İç uygulanmadığı ve dışarıdan herhangi bir mekanik etkinin olmadığı durumlarda ve belirtilen sıcaklık ve konsantrasyonlardaki kimyasal maddelerle kullanıldığında, bir miktar korozyon meydana gelebilir. |
| ts – k | : | Teknik saflıkta, katı | |
| ts – s | : | Teknik saflıkta, sıvı | |
| ts – g | : | Teknik saflıkta, gaz | DZ:Dayanıksız…….. Bu tür plastik borular ve ekleme parçaları, basınçlı veya basınçsız uygulamalarda kimyasal maddelerden çok fazla etkilendiklerinden kullanılmazlar. |
| süsp | : | Süspansiyon, 20°C de Doygun Çözeltide Hazırlanmış |
BORU HATLARININ İNŞAASI
4A: Taşıma ve Depolama
Yükleme, şantiyeye veya depolama yerine nakliye ve boşaltma ile ilgili tüm gerekli ekipman ve işçilik yüklenici tarafından temin edilecektir.
Şantiyedeki tüm boru/ekleme parçaları nakliye ve depolama esnasında olumsuz hava şartlarına ve kirlenmeye karşı korunacaktır. 30 gün içerisinde döşenmeyen boruların üzerinin güneş ışınlarına karşı sundurma, file vb. ile örtülmesi sağlanacaktır. Boru/ekleme parçalarının açık uçları plastik tapa ile kapatılarak nakledilecek ve depolanacaktır.
Nakliye esnasında boru/ekleme parçası veya ambalajı üzerinde DSİ logosu, orijinal renginde 4 birim yatay 3 birim düşey ölçekli olmak üzere en az çapın %70’i yüksekliğinde yapıştırma olarak boru/ekleme parçasının her iki tarafına yerleştirilecektir.
Boru/ekleme parçaları, depolama koşulları iyi olsa bile üretim tarihinden itibaren 1 (bir) yıl içerisinde döşenecektir. Bu süreyi aşan malzemeler bedeli yükleniciye ait olmak üzere derhal şantiye sahasından uzaklaştırılacaktır.
Boru/ekleme parçalarının nakliye, yükleme ve boşaltma esnasında herhangi bir tahribata uğramasını önlemek için gereken önlemler alınacak, yuvarlanmaya, kaymaya, eğilmeye ve titreşime karşı borular emniyete alınacaktır. Bu konudaki tüm sorumluluk yükleniciye ait olacaktır.
Boru/ekleme parçaları hasarların olabildiğince önleneceği şekilde indirilip kaldırılacaktır. Yüklemesinde veya boşaltılmasında sadece ip veya lastik halatlar kullanılacaktır. Zincir veya çelik halat kullanılmayacaktır. Gözle görülür kusur ve hasarlar olması halinde boru/ekleme parçaları, bedeli yükleniciye ait olmak üzere derhal şantiye sahasından uzaklaştırılacaktır.
Boru/ekleme parçaları arazide döşenmesi esnasında sürükleyerek taşınmayacak, hendek kenarında kaynak işlemleri uygulanırken ve sonrasında hendek içine yerleştirilirken zeminle temas ederek çizilme vb. oluşacak şekilde sürüklenerek çekilmeyecek, bu işlemler için uygun taşıma ve çekme araçları kullanılacaktır.
Boru/ekleme parçalarının yere atılması, kaldırma bantlarının aniden çekilmesi, bırakılması veya boruların hızlı bir şekilde yere veya başka şeyler üzerine bırakılması vb. çarpma şeklindeki tesirlere karşı boru/ekleme parçaları kesinlikle korunacaktır.
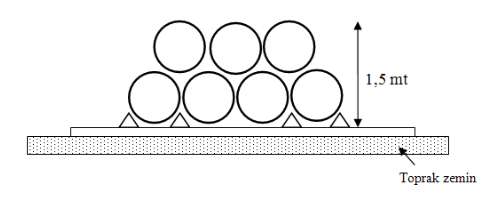
Bütün boru/ekleme parçaları içlerine toprak, çamur, pis su vb. kirletici unsurların girmesini önleyecek şekilde depolanacaktır. Tapalar kaynak işlemi yapılıncaya kadar çıkarılmayacaktır. Yığılan borularda mesnetleme ve yığın yüksekliği 1,5 metreyi geçmeyecektir. Borular, 1,5 metreye kadar üst üste taşınabilir ve istiflenebilir (Şekil 1).
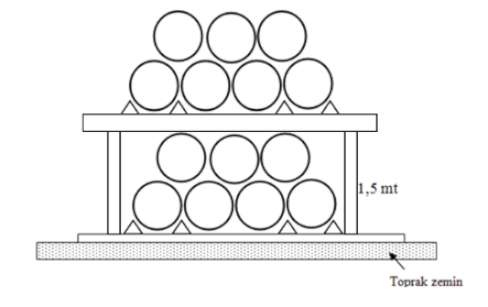
İstiflemenin 1,5 metreyi geçmesi istenirse, ranza sistemi oluşturularak 1,5 metrenin üzerindeki boruların yerden mesnet alması sağlanacaktır (Şekil 2). Boru/ekleme parçalarının zarara uğraması veya kalıcı deformasyon almaları engellenecektir. Boru yığını, boruların yuvarlanmasını önleyecek şekilde tutturulacak, noktasal temaslar kesinlikle önlenecektir.
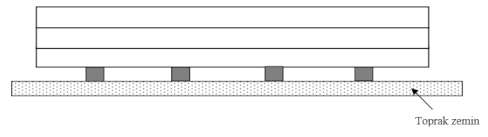
Borular gelişigüzel yığılmayacak, boruların birbiri ile teması üniform ve boydan boya olacaktır. Borular, toprak üzerine dizilmeyecek, 12 m’lik boru boyu için 4 adet 10 cm x 10 cm kalaslar konulmak suretiyle borular kalasların üzerine istiflenecektir (Şekil 3).
Şekil 1: Boruların istiflenmesi
Şekil 2: Boruların istif yüksekliğinin 1,5 metreyi geçmesi durumu
Şekil 3: Kalas üzerine istifleme
Borular depolama sahasından alındığında, kalan boruların kayması önlenecektir. Depolama sahası boşaltıldığında yüklenici, sahayı ve tüm giriş çıkış yollarını temizleyecek ve eski durumlarına getirecektir.
Borular yuvarlanmaya karşı korunacaktır.
Borular fabrika sahasında veya şantiyede en az iki anma çapı fark olacak şekilde iç içe geçirilerek nakledilebilecek, ancak iç içe depolanmayacaktır.
4B: Boruların Birleştirilmesi
Kaynak işlemi deneyimli ve nitelikli bir kaynakçı tarafından yapılacaktır.
Alın kaynağı işlemini yapacak personel, 315 mm ve daha küçük çaplar için TS EN 13067 Standardı Tablo 1’e göre Grup 3.4, 315 mm’den büyük çaplar için Grup 3.5 kaynakçı yeterlilik belgesine ve en az üç yıllık deneyime sahip olacaktır.
Elektrofüzyon kaynağı işlemini yapacak personel, 315 mm ve daha küçük çaplar için TS EN 13067 Standardı Tablo 1’e göre Grup 3.6, 315 mm’den büyük çaplar için Grup 3.7 kaynakçı yeterlilik belgesine ve en az üç yıllık deneyime sahip olacaktır.
Kaynak kontrolü yapacak kalite kontrol personeli, TS EN 13067 Standardı Tablo 1’e göre Grup 3.4, 3.5, 3.6 ve 3.7 belgelerine sahip olacaktır. Kaynak yapan personel Kaynak Kalite Kontrolünü yapmayacaktır.
Üretici, ISO 21307/DVS 2207-1 Standardına göre alın kaynağı, DVS 2207-1 Standardına göre elektrofüzyon kaynağı için bir Kaynak Uygulama Talimatı hazırlayacaktır.
Yüklenici kaynak işlemini ve kontrolünü bu talimata göre yapacaktır.
Kaynak Uygulama Talimatı; asgari kaynak makinasının ilgili standarda ve teknik şartnameye uygunluğu için gerekli kriterleri, kaynak makinasının ara doğrulama planlarını ve kalite kayıtlarını, kaynak yapılacak boruların taşınması ve kaynak yapılacak duruma getirilmesine ilişkin esasları, kaynakçının yeterlilik kriterlerini ve kontrolünü, kaynak yüzeylerinin hazırlanması ve temizlenmesi için yapılacak işlemleri, yüzey kalitesinin ölçüm yöntemi ve kriterlerini, kaynak işleminde kullanılan ekipmanların kalibrasyon planını, kaynak işleminin nasıl yapılacağını, kaynak muayene ve test planlarını, kaynak işleminde tutulacak kayıtlar için formları ve kaynak kalite kontrol planlarını içerecektir.
Kaynak Uygulama Talimatı anlamayı ve uygulamayı kolaylaştırmak için görsel fotoğraf veya çizimler içerecektir.
Yüklenici projedeki kaynak işleminin gereksinimlerini karşıladığını göstermek için;
1. Kaynak Uygulama Talimatını,
2. Kaynak makinalarının şartnamede istenilen özellikte olduğuna ilişkin belgeleri,
3. Kaynak makinalarının kapasitesinin projede kullanılan anma çaplarındaki boruları birleştirmek için yeterli olduğuna ilişkin belgeleri,
4. Kaynak makinalarının sıcaklık, kuvvet (kN) ve zaman kalibrasyon sertifikasını,
5. Kaynak yapacak personele ait TS EN ISO/IEC 17024 Standardına göre akredite edilmiş kuruluşlardan TS EN 13067 standardına göre alınmış kaynakçı yeterlilik belgesini ve çalıştığı yerlerden alınmış tecrübesini tevsik edici belgeleri,
6. Kaynak kalite kontrolünü yapacak personel için TS EN ISO/IEC 17024 Standardına göre akredite edilmiş kuruluşlardan alınmış TS EN 13100-1 ve TS EN 13100-3 Standartlarına göre tahribatsız ve ultrasonik muayene yeterlilik belgesini, imalata başlamadan önce yapı denetim mühendisine sunacaktır, bu belgeleri yeterli olmayanlar reddedilecektir.
Yüklenici, kaynak işlemi sırasında kaynak yüzeyinin sıcaklığını temassız ölçmek için kalibrasyonlu termometre ve diğer yardımcı ekipmanları temin edecektir.
Alın kaynağı makinası aşağıdaki özelliklere sahip olacaktır;
1. TS ISO 12176-1 veya DVS 2208 Standartlarına uygunluk belgesi ve kalibrasyon sertifikasına sahip olacaktır.
2. CNC kontrollü olacak, CNC kontrol sistemi kaynak parametrelerinin otomatik hesaplanması, düzenlenmesi ve kontrolünü yapabilme özelliğine sahip olacaktır.
3. Kuvvet (kN), sıcaklık ve zaman parametreleri, değiştirilemez özellikte olacaktır. Farklı boru/ekleme parçası için sadece kaynak makinası üreticisi tarafından yeni barkodlara karşılık parametreler eklenebilecektir.
4. Kaynak işlemi; kuvvet (kN), sıcaklık ve zaman değerlerine bağlı olarak anlık grafiksel olarak ekrandan izlenebilecek, uzaktan izleme için gerekli özelliklere sahip olacaktır.
5. Kontrol ünitesi, ölçülen değerlerin ayarlanabilen başlangıç değerlerinden sapması durumunda uyarı verecektir.
6. Kaynak esnasında kullanılan birim sistemleri ISO 21307 standardında belirtilen birim sistemlerine uygun olacak, ayrıca birimleri çevirmek için başka bir tablo kullanılmayacaktır.
7. Ortam sıcaklığına göre soğuma süresi otomatik olarak değiştirilebilir olacaktır.