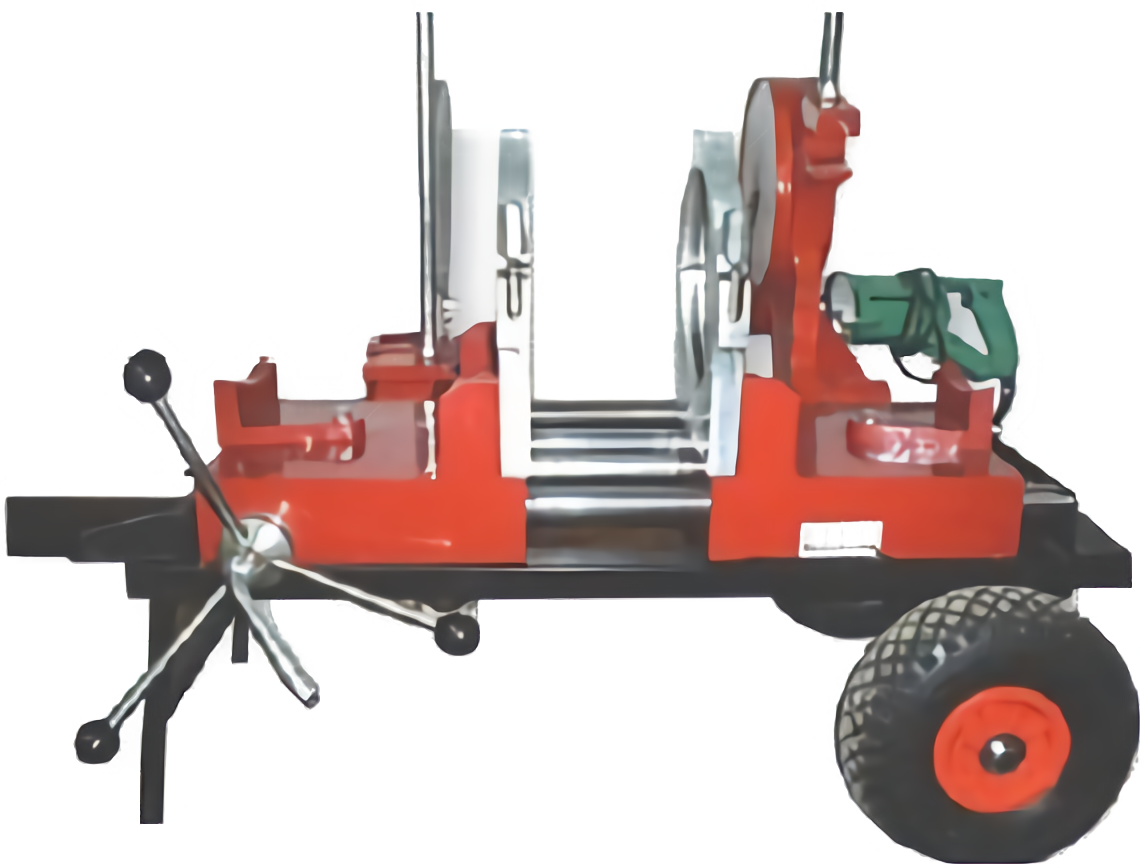
Hızlı alın kaynak makineleri
Taurus Alın Kaynak Makineleri sayesinde HDPE borulama sistemlerini en iyi şekilde birleştirdiğimiz polietilen kaynağını yaparız. Bu makineler ile son derece mukavemeti olan güçlü bir kaynaklama yapıyoruz. Ayrıca alın kaynağı yaparken çok fazla zaman harcayan diğer makinelere göre pratik bir işlem sağlamaktadır.


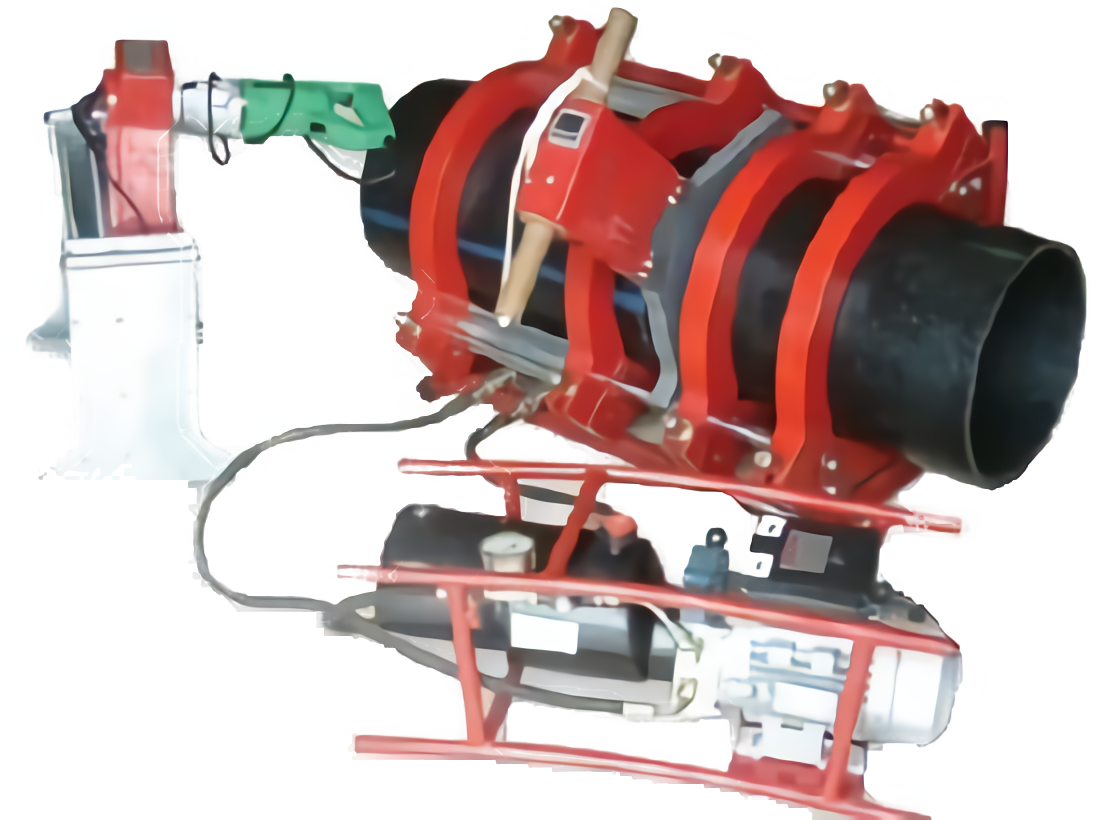

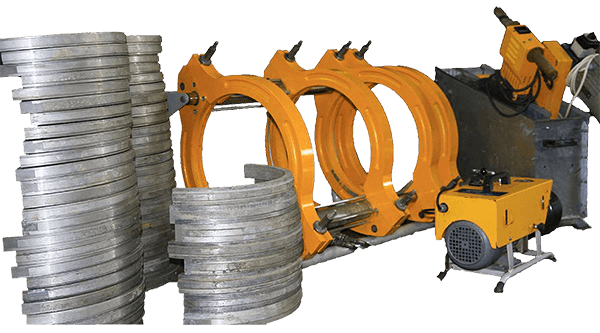
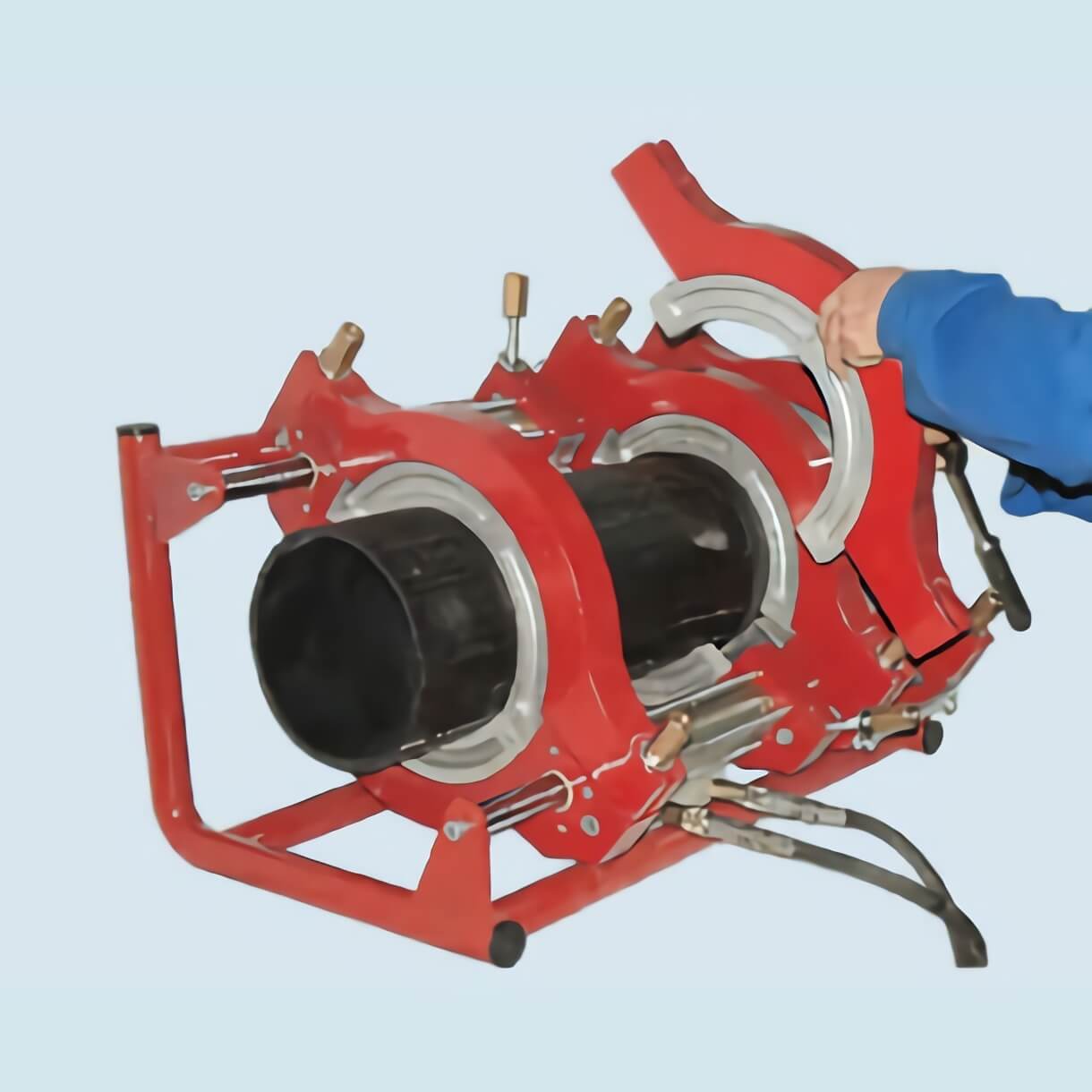
Alın Kaynağı Uygulama Resimleri
Alın kaynağı yapımı ile ilgili işlemlerin nasıl gerçekleştiğiniz ve uygulamalarda bu sürecin nasıl sonuçlar çıkarttığını görebilmeniz açısından resimler ekliyoruz.
















1- Alın kaynak işlemine başlamadan önce dikkat edilmesi gereken hususlar
Alın kaynak kalitesi, alın kaynak kabiliyeti, kullanılan ekipman ve standartların uygulanmasını sağlayan gözlemciye doğrudan bağlıdır. Alın kaynak prosesi başından sonuna kadar titizlikle gözlemlenmelidir. Bunun sağlanabilmesi için alın kaynak mahallinde bir supervisor bulundurulmalıdır.
- Alın kaynak işlemine başlamadan önce test kaynağı yapılarak alın kaynak parametrelerinin doğruluğu tespit edilmelidir.
- Her bir alın kaynakçı gerekli eğitimlerden geçirilmiş ve sertifikalandırılmış olmalıdır.
- Alın kaynak yapılan ortamın sıcaklığı +5 °C ’nin üzerinde olmalıdır. Yağışlı ve soğuk havalarda üstü kapalı bir yer seçilmelidir.
- Alın kaynak esnasında vantilasyon nedeniyle hızlı soğumanın olmaması için boru uçları kapatılmalıdır.
- Kangal halindeki borularda alın kaynak yapılmadan önce, kangallaşma esnasında oluşmuş olan ovalliklerinin alınmış olması gerekir.
2- Alın kaynağının hazırlığı nasıl yapılmalıdır?

Alın kaynağı, aynı çap ve et kalınlığındaki boru ve fitinglerin basınç ve sıcaklık yardımıyla alın alına birleştirilmesi suretiyle gerçekleştirilen bir bağlantı metodudur.
Alın kaynak işlemine başlamadan hemen önce alın kaynak makinesi üzerinde görülen set sıcaklığının kontrol edilmesi gerekir. Bu işlem infrared termometre ile yapılmalıdır. Set sıcaklığına ulaşıldıktan en az 10 dakkika sonra alın kaynak işlemine başlanmalıdır.
Alın kaynak kalitesinin iyi olabilmesi için ısıtıcı yüzeylerinin her alın kaynaktan önce temizlenmesi gerekir. Temizleme aşındırıcı olmayan yumuşak malzemelerle, alkol vs. yardımıyla yapılabilir. Isıtıcı yüzeyleri çizik veya hasarlı olmamalıdır.
Birleştirme kuvvetleri ve birleştirme basınçları kullanılan makinenin spektlerinde gösterildiği gibi olmalıdır.Bunlar alın kaynak makinesini üreten firmanın verdiği bilgilere, hesaplamalara veya ölçüm değerlerine göre belirlenmelidir. Hareket basıncı, kaynatılacak parçaların makinede montajlı iken hafifçe hareket ettirilmesi ile cihazın basınç göstergesinde görülen değerdir.
Bu değer belirlenen birleştirme basıncının üzerine eklenmelidir. Hareket basıncı makineden makineye değiştiği gibi, kaynatılacak borunun çapına ve boyuna göre de değişir. Bu nedenle her bir alın kaynak işleminden önce hareket basıncı okunarak birleştirme basıncına eklenmelidir.
Birleştirilecek bölgeler alın kaynak yapılmadan önce tıraşlanmalıdır (şekil 2). Bu şekilde borular tam olarak alın alına yerleştirilebilir ve yüzeylerdeki kirli bölgeler atılmış olur.
Tıraşlanan iki yüzey birbiri üzerine örtüştürülünce çevre boyunca oluşan boşluğun izin verilen maksimum genişlik değeri Tablo 1’de verilmiştir.
Boşluk genişliği ve hatalı merkezleme (kaçıklık) olup olmadığı kontrol edilmelidir. Kaçıklık mümkün olduğu kadar sıfırlanmalıdır. En kötü durumda birleştirme bölgelerinin kaçıklığı 0,1*Cidar kalınlığını geçmemelidir. Tıraşlanan alın kaynak bölgeleri kirletilmemeli, el ile dokunulmamalıdır. Aksi taktirde tekrar tıraşlama yapmak şarttır. Alın kaynak bölgesinde tıraşlama sonucunda ortaya çıkan çapaklar birleşme yüzeylerinden el değmeden temizlenmelidir.
Tablo 1: İzin Verilen Maksimum Boşluk Genişlikleri:
| Boru Dış Çapı ØD mm | Boşluk Genişliği mm |
| ≤ 355 | 0.5 |
| 400..< 630 | 1.0 |
| 630..< 800 | 1.3 |
| 800..≤ 1000 | 1.5 |
| >1000 | 2.0 |


5- Basınçsız ısıtma

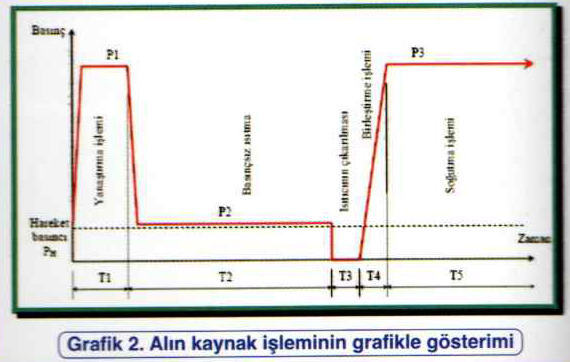
1- Bu işlem için yanaştırma basıncından çok kısa bir süre içerisinde alın kaynak yüzeylerini ısıtıcıdan ayırmadan basınç düşürülür.
2- Bu aşamada birleşme bölgeleri ısıtıcı ile hemen hemen sıfır basınçta (ara yüzey basıncı) temastadır (P2 0,02 N/mm2).
3- Bu esnada ısı boru ekseni doğrultusunda ilerler.
4- Isıtma süresi T2 Tablo 2’de 3. kolonda verilmiştir.
5- Bu sürenin gerekenden kısa tutulması halinde, erimiş plastik kısmın derinliği alın kaynak için gerekli olan derinlikten daha kısa olur.
6- Isıtma süresinin gerekenden uzun tutulması halinde de alın kaynak bölgesi aşırı eriyecek veya bozulacaktır.
6- Isıtıcının çıkarılması
Basınçsız ısıtma işleminden sonra birleşme bölgeleri ısıtıcıdan ayrılır. Isıtıcı çıkarılırken birleşme bölgelerine zarar verilmemeli ve/veya pislik bulaştırılmamalıdır. Isıtıcı çıkarıldıktan sonra çok çabuk bir şekilde birleştirme işlemi gerçekleştirilmelidir. Eğer gecikilirse soğuma ve oksitlenme nedeniyle alın kaynak kalitesi bozulur. Bu aşama için maksimum süre T3 Tablo 2’de 4. kolonda verilmiştir.


7- Birleştirme
Isıtıcı çıkarıldıktan sonra borular birbirine yanaştırılır. Yanaştırma kesinlikle ısıtılmış yüzeylerin birbirine çarpması şeklinde olmamalıdır. İstenilen P3 basınç değerine (ara yüzey basıncı) lineer bir şekilde çıkılmalıdır (Grafik 2). Gerekli süre T4 Tablo 2’de 5. kolonda verilmiştir. Birleştirme basıncı P3 0,15±0,01 N/mm2 olmalıdır.




8- Soğutma

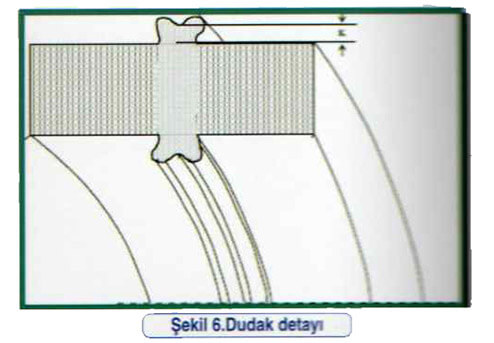
Soğutma esnasında birleştirme basıncı P3 (ara yüzey basıncı) sabit tutulmalıdır. Birleştirme işleminden sonra düzgün ikili dudak oluşmalıdır. Dudak boyutları ve şekli kaynağın düzgünlüğünü gösterir.
Birleştirilen boruların melt-flow’una bağlı olarak farklı dudak şekilleri oluşabilir. şekil 6’da gösterilen K değeri her zaman sıfırdan büyük olmalıdır. Bu aşama için gerekli minimum süre T5 Tablo 2’de 5. kolonda verilmiştir.
Not: Tablo 2’de verilen alın kaynak parametrelerinden herhangi birinin dışına çıkıldığında veya anlatılan prosedürlerden birine uyulmadığı zaman tüm alın kaynak işlemi tekrar yapılmalıdır.
Tablo 2. Alın kaynağı prossesinde önerilen alın kaynak parametreleri:
| HDPE Boruların 20° Ortam Isısında Optimum Kaynak Süresi | |||||
| Boru Et | Kaynak Basıncı 0,15 N/mm² | Isıtma süresi | Isıtma Ütüsü | Boru Birleştirme Süresi | Soğutmamm |
| Kalınlığı (mm) | Dudak yüksekliği (mm) | 0,02N/mm² (sn) | Çıkarma Süresi (sn) | Çalışma Süresi (sn) | Süresi (dk) |
| …..4,5 | 0,50 | …..45 | …..5 | …..5 | …..6 |
| 4,5…..7 | 1,00 | 45…..70 | 5…..6 | 5…..6 | 5…..10 |
| 7…..12 | 1,50 | 70…..120 | 6…..8 | 6…..8 | 10…..16 |
| 12…..19 | 2,00 | 120…..190 | 8…..10 | 8…..11 | 16…..24 |
| 19…..26 | 2,50 | 190…..260 | 10…..12 | 11…..14 | 24…..32 |
| 26…..37 | 3,00 | 260…..370 | 12…..16 | 14…..19 | 32…..45 |
| 37…..50 | 3,50 | 370…..500 | 16…..20 | 19…..25 | 45…..60 |
| 50…..70 | 4,00 | 500…..700 | 20…..25 | 25…..35 | 60…..80 |